| Standard Schichtdicke | 100µm (0,004 in) |
|
Die Schichtdicke für unseren Stahl/Bronze 420SS/BR beträgt 100 μm. Eine Schrumpfung ist während des ExOne-Prozesses zu erwarten. Daher sollten Sie Teile mit folgenden Überlegungen zur Schrumpfung entwerfen:
- Teile bis zu 7,62 cm: durchschnittl. bis zu 2% Schrumpfung
- Teile größer als 7,62 cm: durchschnittl. bis zu 3% Schrumpfung
Unsere 3D-Druckexperten berücksichtigen dies bei der Vorbereitung Ihrer 3D-Modelle für den 3D-Druck und versuchen, ein endformnahes Bauteil innerhalb von 5% der Gesamtabmessungen des Teils zu erzielen. Wenn Genauigkeit für Sie eine hohe Priorität hat, wenden Sie sich an unsere Verkaufsabteilung, um weitere Informationen zu erhalten.
Überhänge müssen so konstruiert sein, dass sie ihr Eigengewicht tragen. Nicht unterstützte Merkmale über 25,40 mm werden nicht akzeptiert. Leisten unterstützen Überhangkonstruktionen bei der Ofenfertigung.
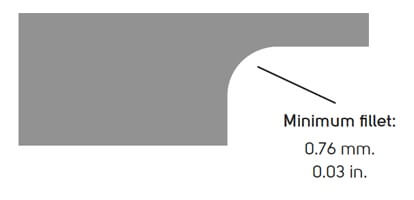
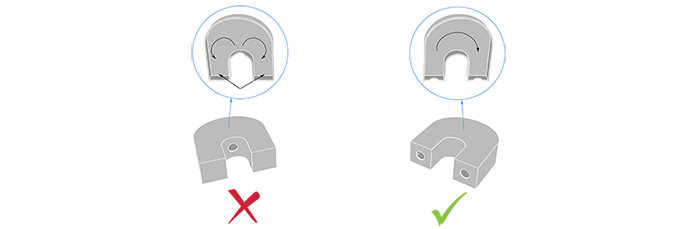
Innenkanten und scharfe Schnittpunkte müssen eine abgerundete Kante aufweisen, die der geforderten Wanddicke mindestens entspricht. Gefüllte Kanten tragen dazu bei, dass die Bauteiltoleranzen eingehalten werden.
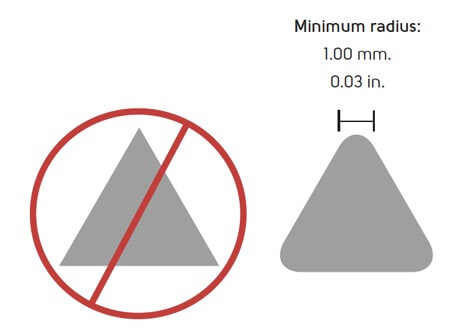
Knife edges/pointed edges will fail during the depowdering process. Fillet all knife edges with a 1.00 mm (0.03 in.) radius to avoid breakage during depowdering.
Edges that come to a point lower than the recommended tolerance are subject to rejection.
Parts will be rounded in polishing.
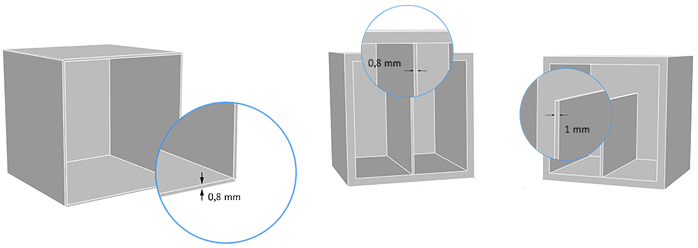
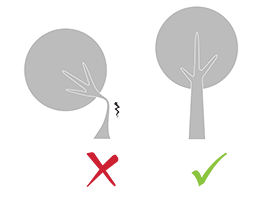
Druckstützen sind ein Gestaltungsaspekt, der mindestens doppelt so lang ist, wie er dick ist. Bei nicht gestützten und gestielten Elementen oder Teilen der Konstruktion mit besonderer Konstruktionseinschränkung ist es wichtig, eine Mindestdicke von 1 mm einzuhalten, um zu gewährleisten, dass das Objekt nicht bricht.
Für Dimensionen kleiner als 76 mm: 1,1 mm
Für Dimensionen zwischen 76 und 152 mm: 1,52 mm
Für Dimensionen zwischen 152 und 203 mm: 2,03 mm
Für Dimensionen zwischen 203 und 305 mm: 3,18 mm
Wir empfehlen Ihnen Stützstrukturen hinzuzufügen, um die Stabilität zu erhöhen. Wenn Sie beispielsweise den Kopf eines Menschen designen, können Sie dünne Elemente, wie die Ohren an mehreren Stellen fixieren. Dadurch verhindern Sie, dass freitragende Elemente beim Druck brechen.
Gut zu wissen
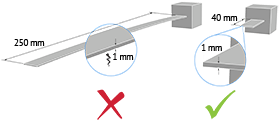
Lange Modelle mit dünnen Wänden können sich manchmal verziehen.
Beachten Sie
Bitte beachten Sie, dass unser Soliditätscheck nicht die physikalischen Fehler
erkennt, wie schwimmende Teile, instabile Positionen, usw.
Ein besonderes Augenmerk muss auf der Geometrie Ihres Designs
liegen und die hochbeanspruchten Teile müssen verdickt werden.
Die Mindestgrößen für Details werden hauptsächlich durch die Auflösung unserer 3D-Drucker bestimmt. Dennoch kann auch während des Reinigungsprozesses eine feine Detailschicht verloren gehen. Um ein Detail und einen Text gut sichtbar zu machen, empfehlen wir mindestens unsere Mindestgrößen.
| Aushöhlen? | Ja für roh Nein für vernickelt und vergoldet |
| Mindestlochdurchmesser | 2,54 mm |
Durch Aushöhlen Ihrer Edelstahlteile können Sie diese leichter machen und den Druckpreis reduzieren. Es ist allerdings notwendig, den minimalen Durchmesser zu respektieren. Andernfalls werden wir nicht in der Lage sein, das Pulver vollständig aus dem inneren Hohlraum zu entfernen und die Löcher können während der Infiltration verstopfen.
Die Verwendung des Werkzeugs erfordert, dass Sie mindestens zwei Löchern in Ihr Modell hinzufügen, die als Abfluss für das überschüssige Pulvermaterial innerhalb des Objekts dienen. Die Mindestgröße dieser Löcher wird auf unsere Webseite automatisch bestimmt. Ebenso ist es möglich, Ihr Objekt manuell in Ihrer 3D-Modellierungssoftware auszuhöhlen.
Wir möchten Sie darauf hinweisen, dass ausgehöhlte Teile nicht beschichtet werden können.
Es ist nicht möglich, eine 3D-Datei zu drucken, die mehrere Objekte enthält. Aus diesem Grund können wir keine Dateien akzeptieren, die Cluster mit mehreren Objekten enthalten. Wenn Sie jedoch mehrere identische Teile drucken möchten, können Sie die Menge auswählen, die Sie bestellen möchten. Je mehr Teile Sie bestellen, desto niedriger wird Ihr Stückpreis.
Sie können auch unsere Online-Tools nutzen und unsere Tipps und Tricks zur Reduzierung Ihres 3D-Druckpreises ansehen .
Gerne können Sie sich für weitere Informationen zu unserem additiven Metallfertigungsservice an unser Vertriebsteam wenden .

 Mit Google anmelden
Mit Google anmelden  Mit Facebook anmelden
Mit Facebook anmelden