Polymers, most commonly known as plastics, are still today’s largest material offering in the additive manufacturing industry.
Let’s have a look at what’s available at Sculpteo.
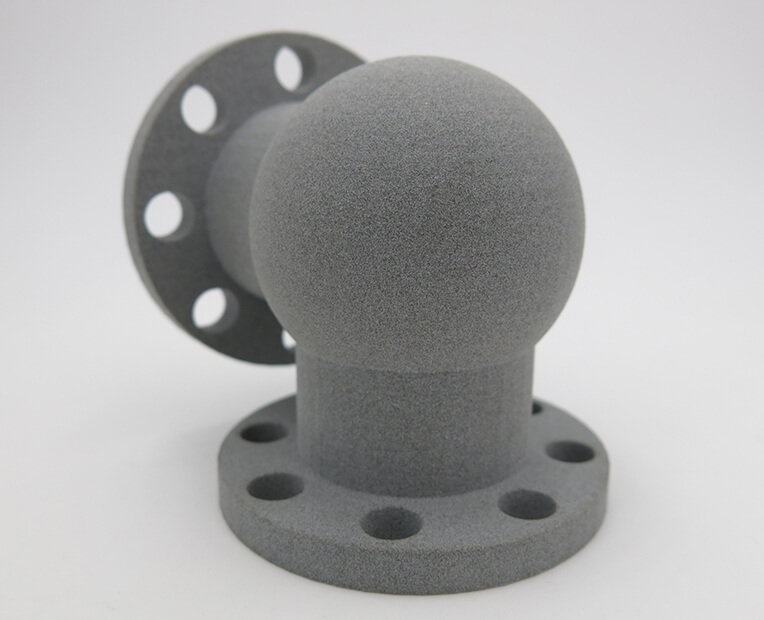
Selective Laser Sintering
Employing a high-powered laser to sinter powdered materials layer by layer, this technology offers great precision.
This enables the production of robust and functional parts from a variety of materials.
Sculpteo’s SLS materials include:
Nylon PA12 & Nylon PA12 Grey
Flexible and strong, it is a durable material, ideal for producing functional prototypes and end-use parts requiring durability and strength. Chemical smoothing is often used as a finishing option, on this material.
Applications examples: custom gears, automotive components, electronic casings, consumer goods.
Ultrasint® TPU 88A
Exhibits excellent elasticity and resilience, perfect for producing flexible parts.
Applications examples: shoe soles, custom seals.
Ultrasint® PA11 CF
Reinforced with carbon fiber for enhanced stiffness, this material is highly robust and will be suitable for high-performance applications.
Applications examples: drone frames, sports equipment.
Ultrasint® PA11
Boasts superior mechanical properties and chemical resistance.
Applications examples: medical devices, industrial tooling, machinery components.
Ultrasint® PA11 ESD
Engineered with electrostatic discharge properties, crucial for applications requiring static control.
Applications examples: electronic enclosures, assembly fixtures.
PA12 Grey Glass Filled
Infused with glass fibers for improved stiffness, ideal for industrial applications.
Applications examples: machine housings, tooling fixtures.
PA2210 FR
Flame-retardant material ensuring enhanced safety and compliance.
Applications examples: aerospace interiors, electrical enclosures.
 Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook