Grosor de capa estándar: 150 µm
Tamaño de boquilla estándar: 0,4 mm
Précision: +/- 1% (min 0,5mm)
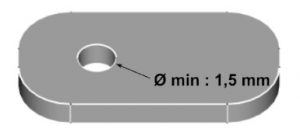
Dependiendo del diámetro de boquilla seleccionado, es posible que no se impriman las esquinas afiladas. Consulte la sección Cuchillo / Egdes puntiagudos para superar un posible problema.
Tamaño máximo: 80x80x80 mm o 115x115x40 mm (X – Y – Z)
Extensas pruebas y experiencia han demostrado que las piezas dentro de un cubo (X 60 mm, Y 60 mm, Z 60 mm) tienen la mayor tasa de éxito y se sugiere.
Por lo general, las piezas de mayor tamaño sugerido se benefician de la aplicación de simulación y otros servicios de desarrollo. Por favor, póngase en contacto con nuestro equipo de servicio.
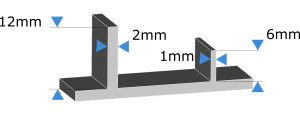
Los ángeles menores de 45 ° requieren estructuras de soporte. Tenga en cuenta que las superficies que tienen conexión con el soporte no serán tan lisas como las superficies sin soporte. Las estructuras de soporte en los bordes, agujeros y esquinas son difíciles de quitar y algunas veces no son posibles.
Es probable que los bordes de cuchilla / bordes puntiagudos fallen durante el proceso de impresión. Redondee todos los bordes de la cuchilla con un radio de 1.00 mm (0.03 pulg.) Para evitar fallas en los bordes.
Archivos con múltiples objetos? No

It is not possible to 3D print a 3D file containing several objects.
No es posible imprimir un archivo 3D que contenga varios objetos, por eso no podemos aceptar archivos que contengan grupos de varios objetos. Sin embargo, si desea comprar más de una pieza idéntica, puede seleccionar la cantidad de piezas que desea ordenar durante el pago. Cuantas más piezas solicite, menor será su precio por pieza. También puede usar nuestras herramientas en línea y ver nuestros trucos y consejos sobre cómo reducir su precio de impresión 3D. Para obtener más información sobre su servicio de fabricación de aditivos metálicos, puede contactar a nuestro equipo de ventas calificado.
 Conéctate con Google
Conéctate con Google Conéctate con Facebook
Conéctate con Facebook