 Connexion avec Google
Connexion avec Google Connexion avec Facebook
Connexion avec Facebook

-

- Raw
-

- Dyed Yellow
-

- Dyed Black
-

- Painted Neon Yellow
-

- Painted Orange
-

- Painted Pink
-

- Painted Red
-

- Painted Orange
-

- Painted Brown
-

- Painted Grey
-

- Painted Blue
-

- Painted Green
| Résolution | 28µm |
| Taille maximale | 255 x 252 x 200 mm |
| Epaisseur minimale | 2mm |
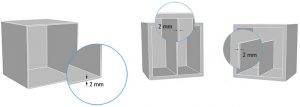
Les parois de votre objet doivent être suffisamment épaisses pour supporter le procédé d’impression sans casser. Nous vous recommandons de concevoir votre modèle en respectant l’épaisseur minimale de 2mm qui est propre à la résine VeroWhite (Résine Polyjet Opaque).
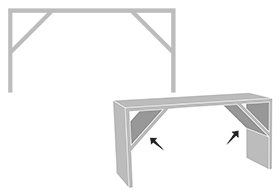
Nous vous conseillons d’ajouter des éléments de supports pour les éléments fragiles afin de limiter les risques de casse. Sur une figurine par exemple, vous pouvez souder les éléments fragiles au corps principal : oreilles et cils soudés au visage, col, cravate et collier soudés au buste, etc.
Sculpteo propose un outil de contrôle de solidité directement en ligne. Cela vous permet de connaître les zones de fragilités de votre design, et de voir quelles parties doivent être renforcées en vue de l’impression 3D. Pour y accéder, il vous suffit de transférer votre fichier 3D et de cliquer sur “Vérification” après avoir sélectionné le matériau de votre choix.

Il est important de noter que notre outil de contrôle de solidité ne permet pas de détecter les aberrations physiques : pièces flottantes, porte-à-faux, pièce supportant un poids trop important par rapport à son épaisseur, etc. Une vigilance particulière doit donc être accordée à la géométrie de votre design et les parties les plus sollicitées doivent être épaissies.
| Taille minimum des détails | 0.2 mm |
| Largeur et hauteur minimales conseillées pour les détails | Embossage: 0.5 mm |
| Taille minimum du texte | 0.8mm |
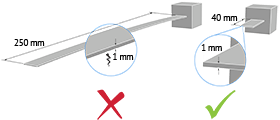
| Ratio longeur / profondeur minimum | 1/1 |

La finesse des détails dépend de la résolution de notre imprimante 3D, mais aussi de la solidité des zones détaillées lors du nettoyage après impression. Nous vous invitons donc à respecter les tailles minimales indiquées ci-dessus pour vos détails et vos textes. Pour assurer un meilleure visibilité, la largeur de vos détails doit être au moins aussi importante que leur profondeur.
| Inclusion de volumes possible ? | Oui |
| Articulation possible ? | Oui |
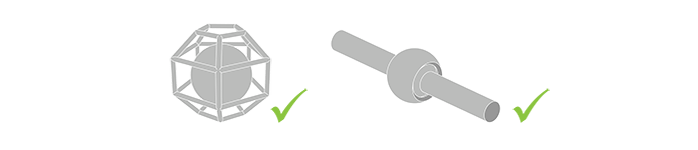
Notre résine VeroWhite (Résine Polyjet Opaque) permet d’imprimer des modèles très complexes. Par exemple, un volume inclus dans un autre, ou avec des articulations. Nos imprimantes 3D résines sont capables d’imprimer un objet totalement articulé dès sa sortie de l’imprimante.
| Espacement minimum entre parois fixes | 0.4 mm |
| Jeu fonctionnel minimum | 0.4 mm |
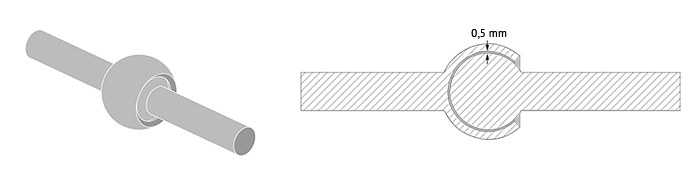
Pour que votre impression 3D soit un succès, un espacement minimum entre les objets est nécessaire afin de pouvoir retirer le matériau de support après le processus de photopolymérisation. Ceci est particulièrement important pour les objets articulés vu que cet espace permettra aux différentes parties de votre pièce de bouger.
Atteindre les parties profondes de votre pièce est le plus difficile lors du retrait des supports. Pour cette raison, plus votre objet est profond, plus vous devez laisser un espacement important..
| Assemblage ? | Oui |
| Espace minimum pour l’assemblage | 0.4 mm |
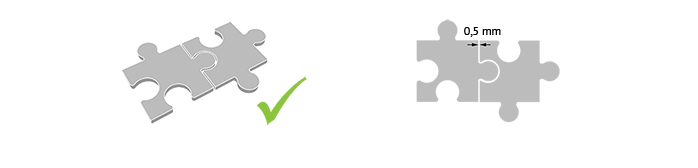
Les pièces imprimées en résine VeroWhite (Résine Polyjet Opaque) peuvent être assemblées entre elles. Pour cela, vous devez prévoir un espace minimum entre chacun de vos pièces à assembler. Cet espace est de 0.4 mm.
| Possibilité d’évider vos objets ? | Oui |
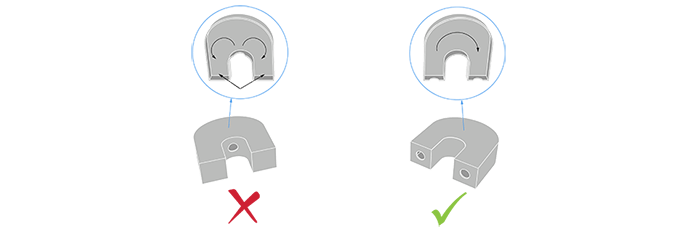
A cause de la technique d’impression 3D Polyjet, il n’est pas possible d’évider vos pièces en résine VeroWhite (Résine Polyjet Opaque). C’est pourquoi cette option n’est pas disponible lorsque vous passez commande.
Pour la même raison, il n’est pas possible de créer une cavité vide à l’intérieure d’un objet en résine. Si cet objet était évidé, l’imprimante 3D résine ajouterait des supports dans cette partie vide. Ces éléments présentent de forts risques de casse lorsque vous manipulez l’objet .
| Possible d’avoir plusieurs objets dans un même fichier ? | Non |

Il n’est pas possible d’imprimer en résine VeroWhite (Résine Polyjet Opaque) plusieurs objets présents dans un même fichier 3D.


