 Conéctate con Google
Conéctate con Google Conéctate con Facebook
Conéctate con FacebookAncho mínimo: 0,4 mm
Relación mínima profundidad/ancho: 2:1
Relación máxima profundidad/ancho: 4:1
Acceder
Si tiene dificultades accediendo a su cuenta, contáctenos.
Registrarse
Para empezar a realizar impresiones en 3D o cortes por láser, primero tienes que crearte una cuenta aquí. Una vez hecho eso, podrás subir archivos y generar instantáneamente los precios de tus componentes.
¿Ya tiene una cuenta? Iniciar sesión







Tamaño máximo : 50 mm (L) x 80 mm (A) x 40mm (H)
Relación largo/alto: 10:1
Aunque la relación máxima es de 10:1, recomendamos mantenerse por debajo de una relación de 1:5.
Espesor de capa
Espesor de capa estándar: 35µm
Rugosidad superficial (Acabado bruto)
Ra= 4-8µm
Precisión
±3 %, con un umbral mínimo de ±0,3 mm.
En el caso de producción en series pequeñas, medianas y grandes, la tolerancia alcanzable para este material es: ±0,1 mm para dimensiones menores a 10 mm, ±1 % para dimensiones mayores. Si la precisión es una prioridad alta para ti, contacta con nuestro departamento de ventas para más información.
| Espesor mínimo de pared | 1mm |
| Espesor máximo de pared | 15mm |
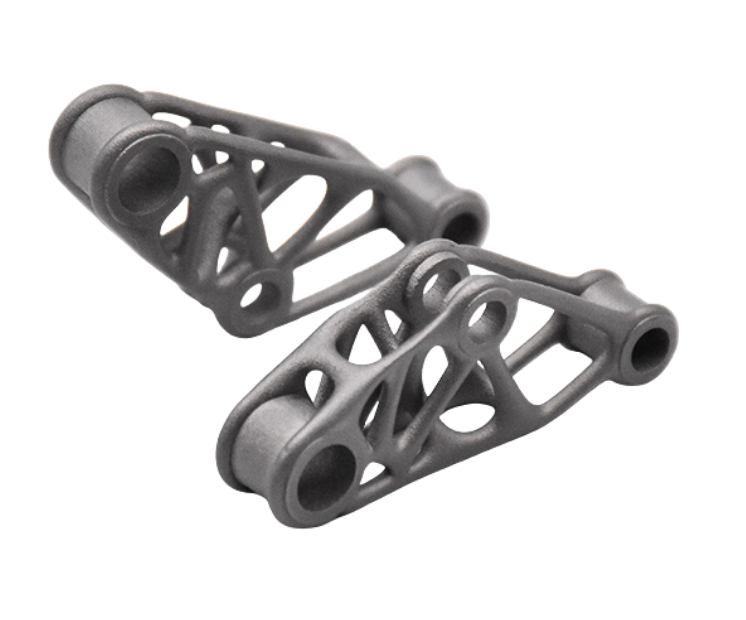
Añade una estructura de soporte para mantener la estabilidad. Por ejemplo, si estás modelando un busto de una persona, puedes unir elementos delgados del diseño, como las orejas, en varios puntos alrededor de la cabeza del modelo. Esto ayudará a evitar elementos en voladizo y fácilmente quebrables en la pieza final.
¡Bien saberlo!
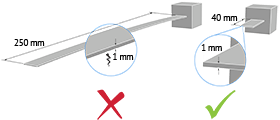
Las paredes finas que soportan modelos grandes y pesados de acero inoxidable pueden deformarse bajo su propio peso.
Sculpteo ofrece una herramienta en línea de verificación de solidez, que resalta las partes de la impresión que pueden ser demasiado finas. A partir de ahí, puedes ajustar tu diseño para crear un objeto con un grosor adecuado. Para usarla, solo necesitas subir tu archivo 3D, seleccionar el material y hacer clic en la pestaña “Verificación”.
También es importante tener en cuenta que el objeto se imprimirá en la vida real. Por lo tanto, si un elemento delgado soporta algo demasiado pesado para él, puede romperse, aunque sea posible dentro de las leyes físicas de tu software de modelado 3D. Recomendamos añadir un poco de grosor en las zonas que recibirán mucho manejo o que soporten más peso.
No se olvide

Ten en cuenta que nuestra herramienta de verificación de solidez no detecta aberraciones físicas, como piezas flotantes, posiciones inestables, partes que soportan demasiado peso en relación con su grosor, etc. Se debe prestar especial atención a la geometría de tu diseño y engrosar las partes que estarán más sometidas a estrés.
Diámetro entre 1 y 3 mm: profundidad máxima 10 mm; el agujero debe ser recto, sin curvas.
Diámetro entre 3 y 5 mm: profundidad máxima 30 mm; el agujero debe ser recto, sin curvas.
Diámetro > 5 mm: no se permiten curvas de 90°; radio mínimo de curvatura de 25 mm.
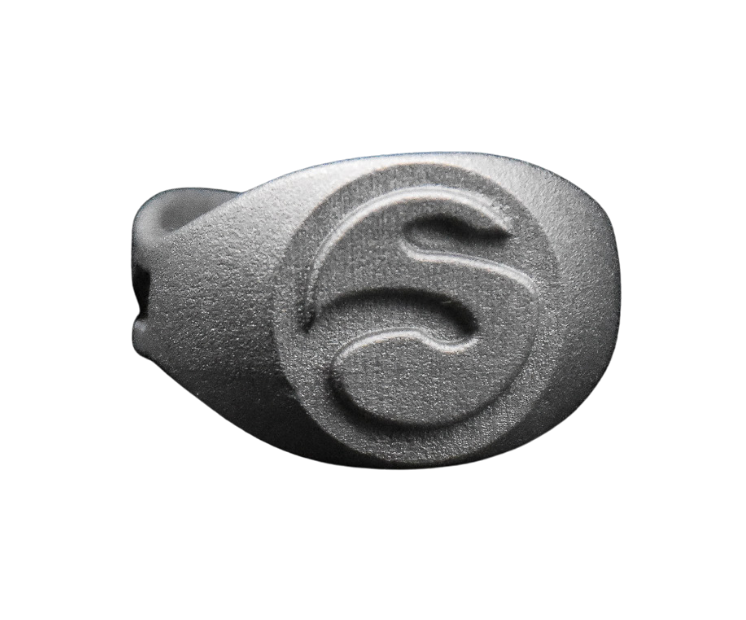
Grabado (Engraving):
Altura mínima de la tipografía: 4 mm para asegurar legibilidad
Ancho mínimo de línea: 0,5 mm
Relación profundidad/ancho: mínima 2:1; máxima 4:1
Relieve (Embossed):
Altura mínima de la tipografía: 4 mm para asegurar legibilidad
Ancho mínimo de línea: 0,5 mm
Relación profundidad/ancho: mínima 2:1; máxima 3:1
Para tamaños M10 y superiores, se pueden incluir las roscas directamente en el diseño 3D. Para tamaños más pequeños, se deja un agujero con el diámetro del núcleo para permitir el roscado durante el mecanizado posterior (no proporcionado por defecto por Sculpteo).
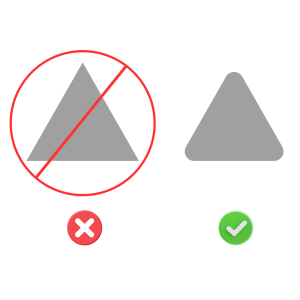
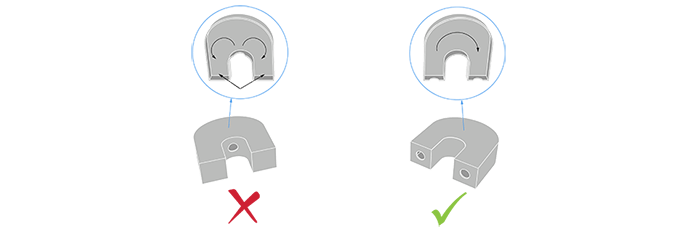
No se recomiendan los bordes afilados: radio de curvatura mínimo 0,5 mm. En el caso de una T se recomienda un radio de curvatura mínimo de 2 mm; también se recomienda el uso de juntas cónicas.
| Holgura mínima entre piezas (para piezas encadenadas) | 1 mm |
| Vaciado? | Yes |
| Espesor de pared mínimo | 1,2mm |
| Diámetro mínimo del agujero | 4 mm |
No es posible imprimir un archivo 3D que contenga varios objetos; por eso no podemos aceptar archivos que contengan agrupaciones de múltiples piezas. Sin embargo, si deseas comprar más de una pieza idéntica, puedes seleccionar el número de piezas que quieres pedir durante el proceso de compra. Cuantas más piezas pidas, menor será el precio por unidad.
También puedes utilizar nuestras herramientas en línea y consultar nuestros trucos y consejos sobre cómo reducir el precio de tu impresión 3D.
Para obtener más información sobre nuestro servicio de fabricación aditiva en metal, puedes contactar con nuestro equipo de ventas cualificado.



