Conéctate con Google
Conéctate con Google Conéctate con Facebook
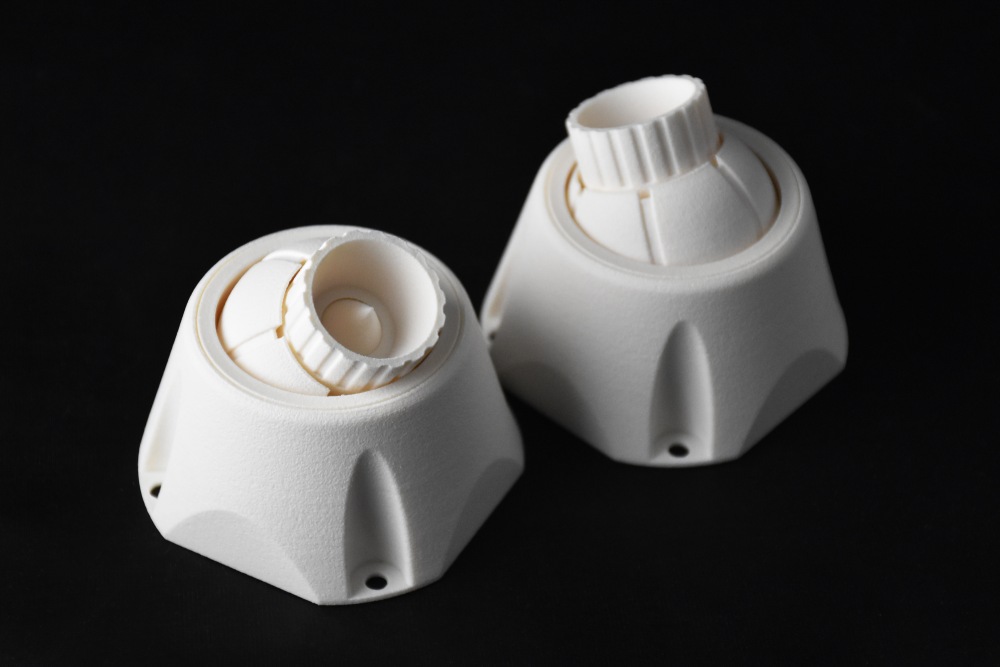
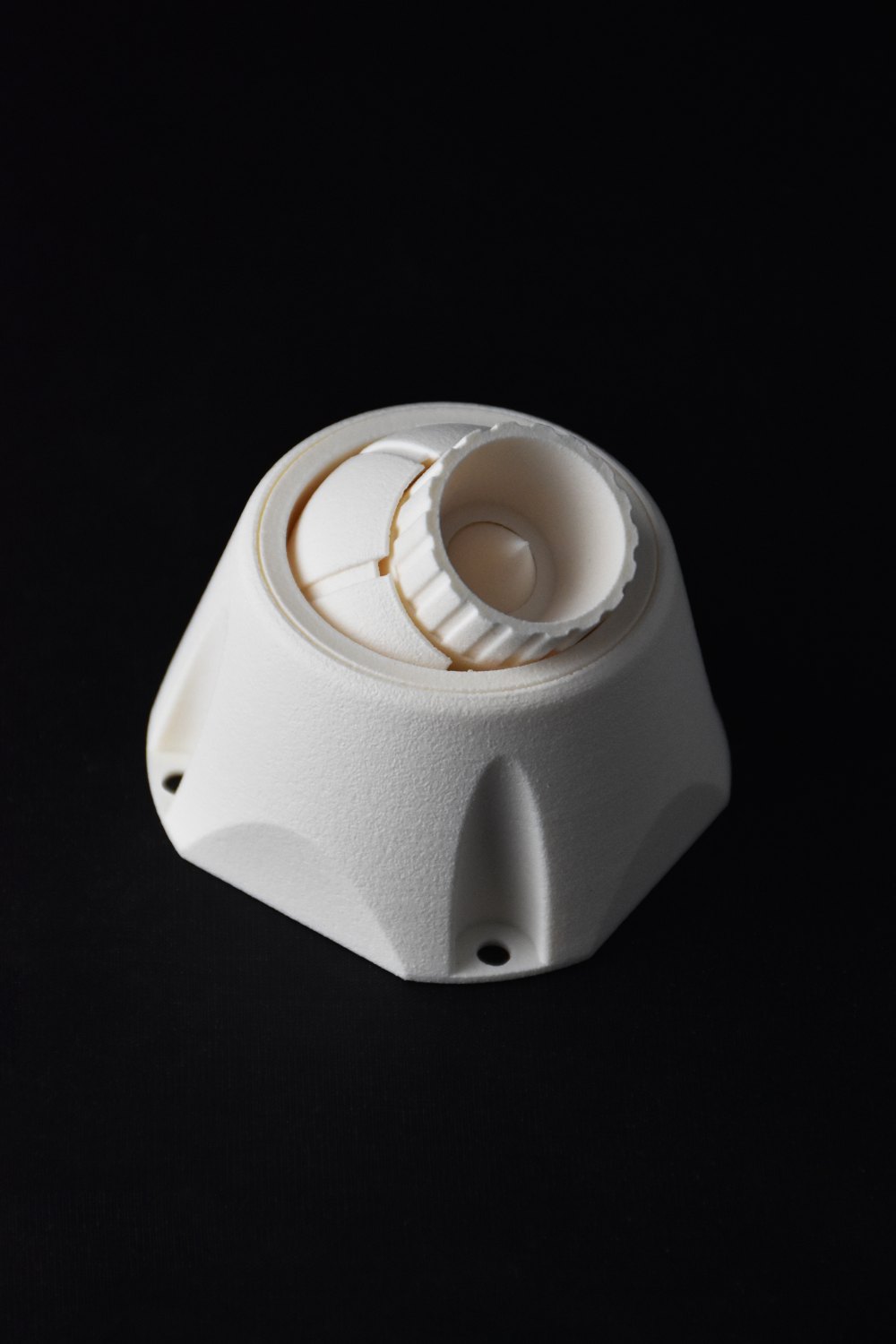
Conéctate con FacebookHome » Los Materiales de Impresión 3D » Tecnología SLS para Impresión 3D » Material 2210FR de impresión 3D
Fabricación aditiva
Sinterización selectiva por láser
HP Jet Fusion
Estereolitografía
Polyjet
DLS CLIP
DLP/LCD
FDM
Sinterización directa de metales por láser
Lost-Wax Casting
Polvos de polímero
Resinas de fotopolímero
Metales
¡Obtenga envío gratis y un 10% de descuento en su primer pedido!
✖