Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook






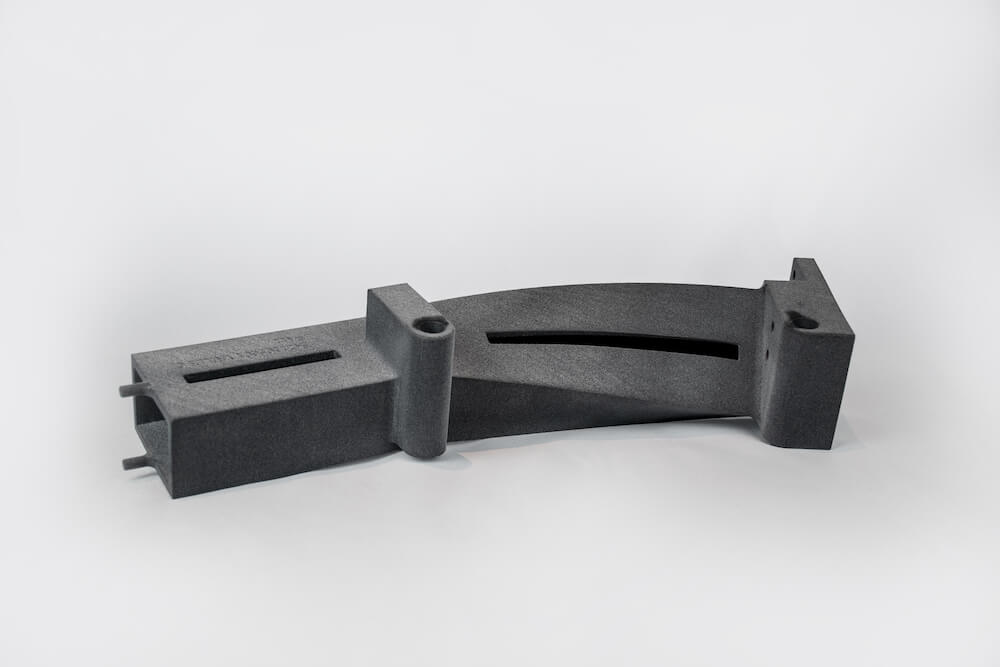
PA11 HP is a bio-derived powder with exceptionally high toughness. This material has the particularity of offering high ductility and impact strength for all applications. Do you need durable parts able to withstand high mechanical loads and stress? PA11 HP can be the perfect choice for you.
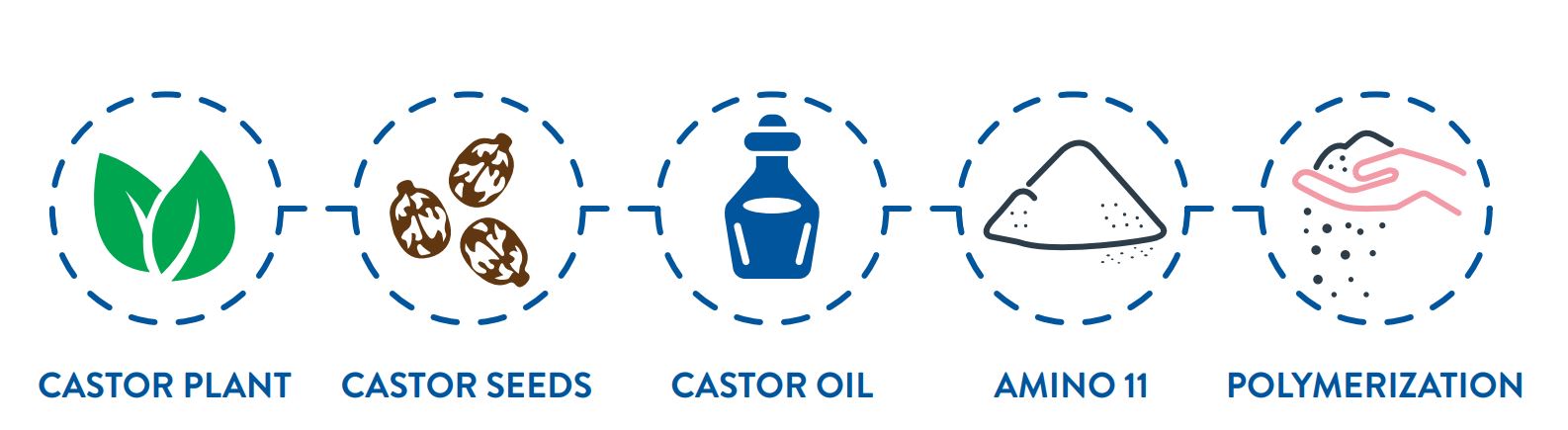
Our PA11 HP is based on 100% renewable biomass sources. The Castor seed is extracted from the castor plant to make oil. The oil is then converted into the monomer (11-aminoundecanoic acid), which is finally polymerized into the Polyamide 11.
This PA11 material is a sustainable alternative to PA12, offering interesting properties for your components requiring skin contact. Parts 3D printed with this PA11 material are grey.
PA11 HP is printed using Multi Jet Fusion technology. Please keep in mind that you will have to respect specific design guidelines to avoid any problem during the additive manufacturing process. Be sure to check the material design guidelines while creating your 3D file and before you send it for 3D printing.



Maximum size | 274 x 370 x 380 mm |

The maximum size of your models are limited by the physical size of our 3D printers – nothing can be printed larger than the printer bed. |
Due to the printing process, your objects will have upskin and downskin. Upskin is a little concave, whereas downskin will show slight convex. Upskin will appear on the top of your object, downskin at the bottom. This is important to consider when you set the orientation of your 3D model. If the upskin and downskin will affect your design, set the orientation beforehand and we will honor it, if you are not sure, our technicians will choose the best one. |
| Standard layer thickness | 100µm |
| Accuracy | X-Y : +/- 0,3 % (min : 0,3mm) Z : +/- 0,7 % (min : 0,6mm) |

| Minimum wall thickness | 1mm |
| Maximum wall thickness* | 9mm* |
| Stemmed elements with support | 1mm |
| Stemmed elements without support | 1.5mm |

* We do not recommend wall thickness above 9mm as thicker walls can create manufacturing issues, such as deformation, surface aspect issues – Hollowing your parts should solve this issue. Feel free to contact us if you need help to proceed with making your part hollow.
Minimum height and width details | Embossed : 0.5 mm
|
| Ratio Depth / width | 1/1
|


| Enclosed parts ? | Yes |
| Interlocking parts ? | Yes |

Our material has the ability to print the most complex designs of our materials . An example of a complex design is a volume enclosed within another volume, like a chain or a ball joint connection. Our printers have the ability to print a fully interlocked chain, with no support structures to remove. |
| Minimum spacing between fixed walls | 0.5 mm |
| Minimum clearance between parts | 0.5 mm |

For a successful 3D print a minimum clearance between objects is required to allow excess material to be sand blown out. If this space is not left within the design, the object will be a solid. This is particularly important for articulated objects – as the space left between the walls will define the object’s ability to move.
Clearance should be at least 0.5 mm, however that is the minimum for small objects. Larger objects require more space between their parts. This is due to the HP printing process. Our printer beds are heated during the process, and larger objects are heated for longer periods. A small space between large objects runs the risk of melting together as it remains under heat for a long period of time. In some other cases, holes should be added to allow us to drain for the excess powder material within the clearance.
| Hollowing ? | Yes: 5mm |

Our online hollowing optimization tool has the ability to greatly reduce the price and the weight of a print by reducing the amount of material used. Using the tool requires adding two holes to your model, which will serve as the drain for the excess powder material within the object. The minimum size of these holes is determined by our website. Otherwise, it is possible to hollow your object manually in your 3D modeling software. |