| Mindestwanddicke (flexibel) | 0.8mm 
|
| Maximale Wandstärke* | 9mm
|
| Minimale Wandstärke (starr) | 2mm
|
| Stielelemente mit minimaler Wanddicke mit Support | 0.8mm with support
1mm without support 
|
| Stielelemente mit minimaler Wanddicke ohne Support | 1-2mm |
Haftungsausschluss: Obwohl Teile mit einer minimalen Wandstärke von 0,8 mm druckbar sind, möchten wir Sie darauf hinweisen, dass eine Mindestwandstärke von 3 mm erforderlich ist, um den Anforderungen der Blue Card- und UL-94 V-0-Zertifizierungen des Materials zu entsprechen.
*Wir empfehlen keine zu große Wandstärke, da dickere Wände zu Fertigungsproblemen führen können, wie z. B. Verformungen oder Oberflächenfehler.
Das Aushöhlen Ihrer Teile löst in der Regel dieses Problem. Zögern Sie nicht, uns zu kontaktieren, wenn Sie Hilfe beim Aushöhlen Ihrer Teile benötigen.
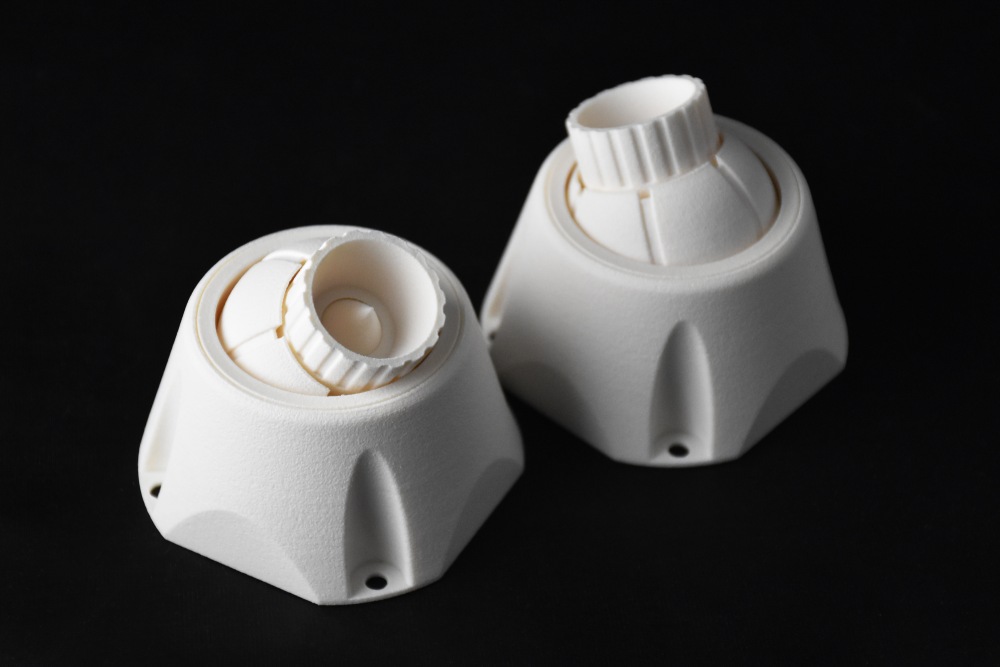
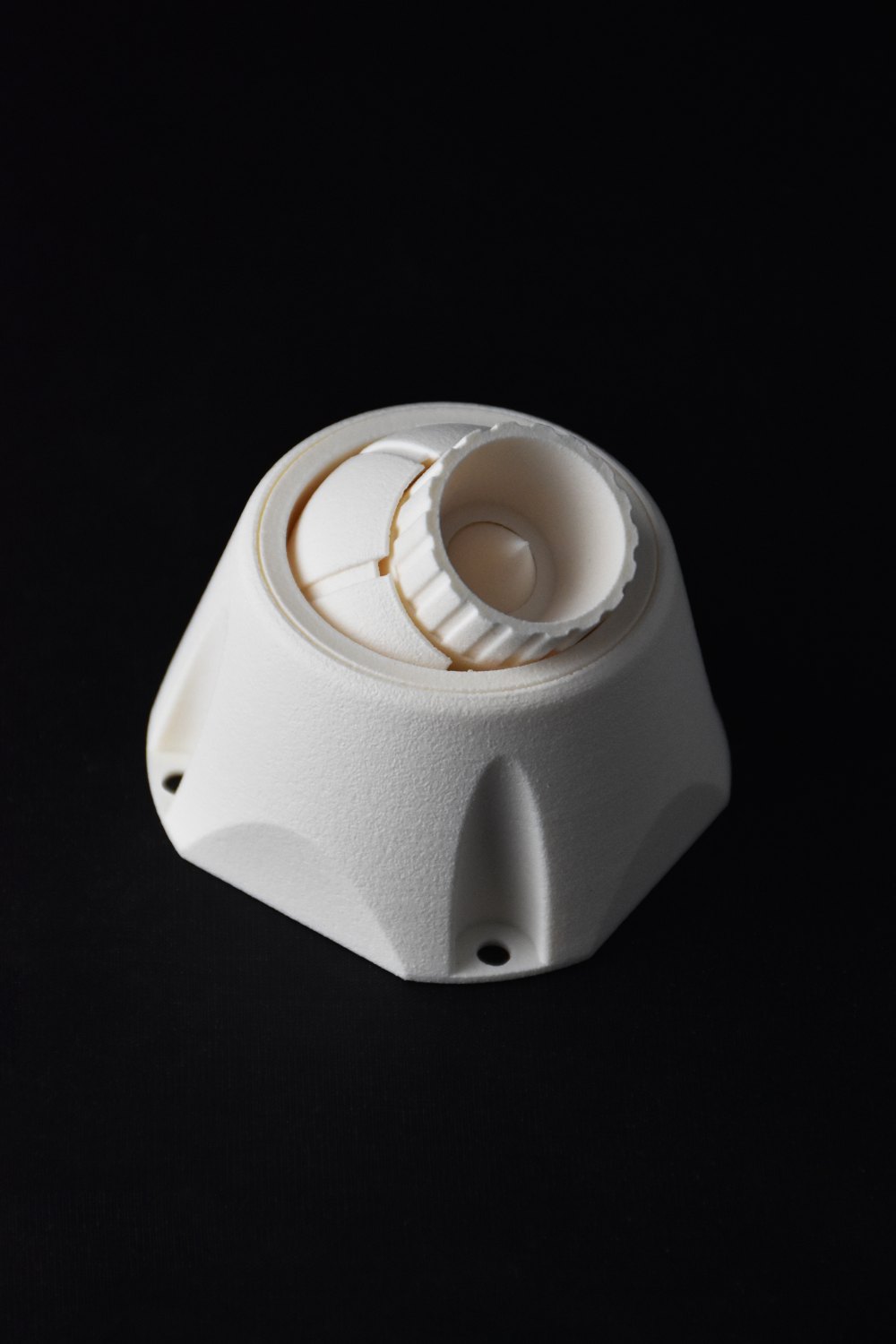
Die Wände Ihres Designs müssen eine Mindeststärke von 0,8 mm haben, um die Stabilität der Struktur zu gewährleisten. Wenn die Wände Ihres Modells weniger als 0,8 mm betragen, können Sie eine Stützstruktur hinzufügen, um die Stabilität zu sichern.
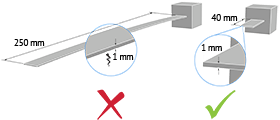
Ein gestieltes Element ist ein Designelement, das mindestens doppelt so lang wie dick ist. Für nicht unterstützte und gestielte Elemente oder Teile des Designs mit speziellen Konstruktionsanforderungen ist es ebenfalls wichtig, eine Mindeststärke von 1 mm einzuhalten, um sicherzustellen, dass das Objekt nicht bricht.
Hinweis
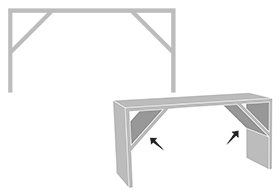
Fügen Sie eine Stützstruktur hinzu, um die Stabilität zu gewährleisten. Wenn Sie beispielsweise eine Büste einer Person modellieren, können Sie dünne Designelemente wie die Ohren an mehreren Stellen am Kopf des Modells befestigen. Dadurch werden frei auskragende und leicht zerbrechliche Elemente im fertigen Druck vermieden.
Bei einer Wandstärke von 0,8 mm wird Ihr Design leicht flexibel sein. Für mehr Stabilität empfehlen wir eine Wandstärke von 2 mm.
Gut zu wissen
Dünne Wände, die große, schwere Modelle tragen, können unter ihrem eigenen Gewicht verformen.
Sculpteo bietet ein Online-Tool zur Überprüfung der Stabilität, das Teile des Drucks hervorhebt, die möglicherweise zu dünn für den Druck sind. Daraufhin können Sie Ihr Design anpassen, um ein Objekt mit angemessener Wandstärke zu erstellen. Um es zu verwenden, müssen Sie lediglich Ihre 3D-Datei hochladen, das Material auswählen und auf den Reiter „Überprüfung“ klicken.
Es ist auch wichtig zu bedenken, dass das Objekt im echten Leben gedruckt wird. Wenn ein dünnes Element etwas trägt, das zu schwer dafür ist, kann es brechen – auch wenn dies in der Simulation Ihrer 3D-Modellierungssoftware möglich erscheint. Wir empfehlen, die Wandstärke an Stellen zu erhöhen, die stark beansprucht werden oder die das meiste Gewicht tragen.

Bedenken Sie, dass unser Stabilitätsprüf-Tool keine physikalischen Abweichungen erkennt, wie zum Beispiel schwebende Teile, instabile Positionen oder Teile, die im Verhältnis zu ihrer Wandstärke zu viel Gewicht tragen. Besonderes Augenmerk sollte auf die Geometrie Ihres Designs gelegt werden, und die am stärksten beanspruchten Teile sollten verstärkt werden.
 Mit Google anmelden
Mit Google anmelden  Mit Facebook anmelden
Mit Facebook anmelden